+86-18710838191





Станки для производства алюминиевых окон и дверей: цены от завода
2026-04-30
- Рынок оборудования для алюминиевых конструкций: текущие тенденции 2024 года
- Классификация и типы станков для алюминиевого профиля
- Факторы формирования цены на станки для алюминия
- Сравнительная таблица характеристик оборудования разных классов
- Как выбрать надежного поставщика и производителя станков
- Этапы запуска производства на новом оборудовании
- Техническое обслуживание и продление срока службы станков
- Часто задаваемые вопросы (FAQ)
- Заключение: Инвестиции в будущее вашего бизнеса
Станки для производства алюминиевых окон и дверей — это высокоточное промышленное оборудование, необходимое для резки, фрезеровки, сверления и сборки алюминиевых профилей. Цены на такие станки напрямую зависят от уровня автоматизации, бренда компонентов и производительности линии. Покупка оборудования непосредственно у завода-производителя позволяет получить оптимальное соотношение цены и качества, гарантию сервиса и индивидуальную настройку под задачи вашего цеха.
Рынок оборудования для алюминиевых конструкций: текущие тенденции 2024 года
Индустрия производства светопрозрачных конструкций из алюминия в 2024 году демонстрирует устойчивый рост, обусловленный увеличением спроса на энергоэффективные здания и современную архитектуру. Ключевым фактором успеха для любого производственного предприятия становится не только качество сырья, но и технологический уровень используемого оборудования. Станки для производства алюминиевых окон и дверей эволюционируют от полуавтоматических моделей к полностью интегрированным роботизированным комплексам.
Современный рынок диктует новые требования: скорость обработки профиля должна быть максимальной при сохранении микронной точности реза. Производители оборудования реагируют на это внедрением систем ЧПУ (числового программного управления) нового поколения, которые минимизируют человеческий фактор. Если еще несколько лет назад основным критерием выбора была низкая стоимость, то сегодня приоритет сместился в сторону надежности, скорости переналадки и возможности работы с сложными профильными системами, включая крупногабаритные фасадные конструкции.
Важным трендом текущего периода является модульность производственных линий. Заводы-изготовители оборудования предлагают решения, которые можно масштабировать. Предприятие может начать с базового набора станков для распиловки и импостного фрезерования, а затем дооснастить линию автоматами для зачистки углов, вальцовщиками для роликовой гибки или копировально-фрезерными центрами для сложных замковых соединений. Такой подход позволяет оптимизировать капитальные затраты на старте бизнеса.
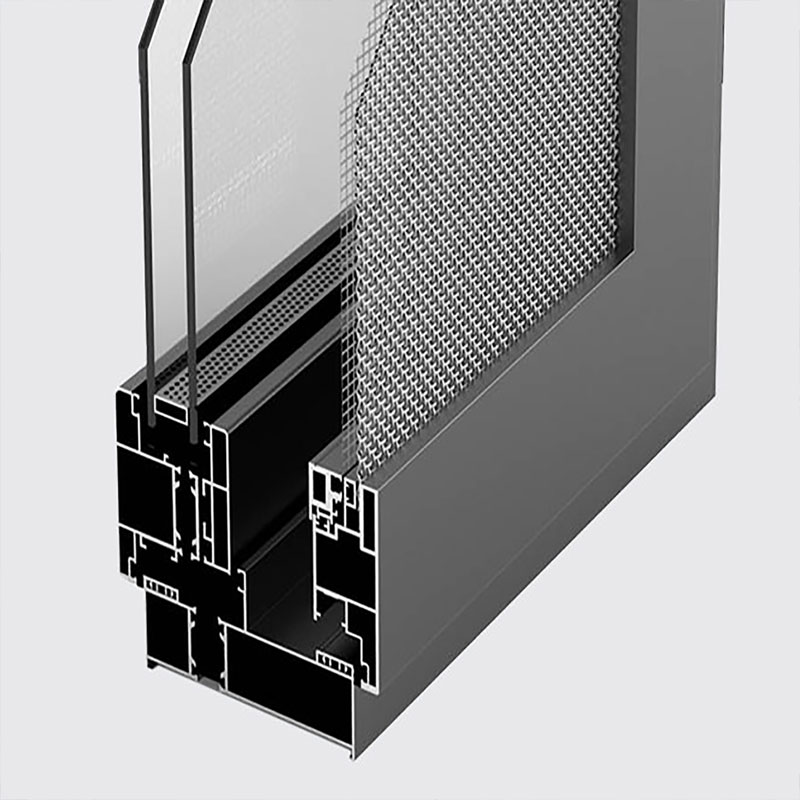
Также наблюдается рост интереса к оборудованию, способному работать с терморазрывными профилями повышенной сложности. Увеличение ширины термовставки и наличие дополнительных камер требуют от станков большей жесткости станины и более мощных шпинделей. Оборудование, выпущенное в последние месяцы, учитывает эти нюансы, предлагая специализированные прижимные механизмы, исключающие деформацию профиля в процессе обработки.
Ярким примером эволюции от небольшого цеха к высокотехнологичному комплексу является опыт компании ООО «Сяньян Хунгуан Двери и Окна». Основанная в феврале 1991 года в городе Сяньян (провинция Шэньси, Китай), компания прошла путь от мастерской площадью 100 м² до современного производственного гиганта с территорией свыше 5000 м². За более чем 30 лет непрерывной работы предприятие оснастило свои линии автоматизированными системами ЧПУ-резки, прецизионной сварки и производства стеклопакетов мирового уровня. Сегодня «Хунгуан» успешно сочетает глубокие инженерные компетенции с строгой системой контроля качества, поставляя продукцию как на локальный рынок, так и на экспорт в Россию и страны СНГ. Их опыт подтверждает, что инвестиции в передовое оборудование и технологии являются фундаментом для устойчивого роста и способности удовлетворять самые высокие требования к теплоизоляции, герметичности и дизайну.
Классификация и типы станков для алюминиевого профиля
Для организации полного цикла производства необходимо понимание функционального назначения каждого узла линии. Станки для производства алюминиевых окон и дверей делятся на несколько ключевых категорий в зависимости от выполняемой операции. Правильный подбор типа оборудования определяет не только производительность, но и геометрию готового изделия.
Двухголовые распилочные центры
Это сердце любого алюминиевого цеха. Двухголовые станки предназначены для точной торцовки профиля под различными углами (обычно от 45° до 135°). Современные модели оснащаются двумя независимыми пилами, что позволяет одновременно обрабатывать оба конца заготовки, существенно сокращая время цикла.
Ключевые характеристики таких станков включают:
- Диаметр пильных дисков: обычно от 400 до 550 мм, что позволяет резать широкие фасадные профили за один проход.
- Система позиционирования: автоматическое перемещение голов по направляющим с точностью до 0,1 мм.
- Управление углом реза: цифровое задание угла через панель оператора или ЧПУ, исключающее ошибки механической настройки.
- Охлаждение и смазка: системы подачи эмульсии непосредственно в зону реза для предотвращения перегрева алюминия и налипания стружки на диск.
В моделях премиум-класса реализуется функция «пила в пиле» или раздельное управление головками для выполнения нестандартных резов, например, при изготовлении эркерных окон или нестандартных геометрических форм.
Одноголовые отрезные станки
Используются для вспомогательных операций: подрезки штапиков, ручек, уплотнителей или небольших профилей. Они компактнее двухголовых аналогов и занимают меньше полезной площади цеха. Несмотря на меньшую производительность, они незаменимы для участков мелкосерийного производства или ремонтных мастерских, где требуется высокая гибкость.
Копировально-фрезерные станки и импостные фрезеры
Данная группа оборудования отвечает за создание отверстий и пазов в профиле. Сюда входят:
- Станки для обработки импостов: выполняют сложные выборки в вертикальных перемычках окон для соединения с горизонтальными элементами. Точность этой операции критична для герметичности всего окна.
- Фрезеры для водостоков и замков: создают дренажные отверстия и пазы под фурнитуру.
- Копировальные станки: работают по шаблону, позволяя быстро тиражировать сложные формы отверстий без программирования каждой детали.
Современные фрезерные центры часто объединяют несколько функций в одном корпусе, имея магазин инструментов для автоматической смены фрез. Это ускоряет переход от одной операции к другой.
Угловое зачистное оборудование
После сварки или механического соединения углов (в случае использования уголков или скруток) требуется удаление излишков материала и приведение стыка в идеальный вид. Зачистные станки используют специальные фрезы и шлифовальные ленты для удаления грата. Автоматические версии этого оборудования могут обрабатывать все четыре угла рамы в автоматическом режиме, обеспечивая эстетичный вид изделия, неотличимый от цельного профиля.
Оборудование для вальцовки и гибки
Для создания арочных окон и фасадов необходимы станки радиусной гибки (вальцовщики). Они воздействуют на профиль роликами, придавая ему необходимый радиус кривизны без разрушения внутренней структуры металла и терморазрыва. Качество вальцовки напрямую зависит от точности настройки давления роликов и шага подачи профиля.
Факторы формирования цены на станки для алюминия
Вопрос стоимости является одним из самых важных при планировании закупки оборудования. Цена на станки для производства алюминиевых окон и дверей может варьироваться в очень широких пределах — от нескольких тысяч долларов за простые полуавтоматы до сотен тысяч евро за полноценные обрабатывающие центры с ЧПУ. Понимание структуры ценообразования поможет избежать переплаты и выбрать оптимальное решение.
Уровень автоматизации и тип управления
Наиболее существенное влияние на цену оказывает система управления. Полуавтоматические станки, где оператор вручную выставляет угол и длину реза, стоят значительно дешевле. Однако они требуют высокой квалификации рабочего и имеют низкую скорость работы.
Автоматические станки с ЧПУ (числовым программным управлением) дороже, но обеспечивают:
- Высокую повторяемость результатов.
- Минимальное количество брака.
- Возможность сохранения программ для разных типов профилей.
- Интеграцию с системами оптимизации раскроя (программное обеспечение для расчета карт раскроя).
Разница в цене между полуавтоматом и ЧПУ-станком может достигать 300-400%, однако окупаемость за счет снижения отходов и роста производительности часто наступает в течение первого года эксплуатации.
Компонентная база и страна происхождения
Стоимость станка складывается из стоимости комплектующих. Ведущие производители используют компоненты от признанных мировых брендов:
- Пневматика: надежные клапаны и цилиндры обеспечивают стабильность прижимов и скорость движений.
- Электроника и приводы: сервомоторы и частотные преобразователи известных марок гарантируют точность позиционирования и долговечность.
- Подшипники и направляющие: определяют ресурс станка и отсутствие люфтов со временем.
Использование дешевых аналогов снижает начальную стоимость оборудования, но ведет к частым простоям, сложностям с ремонтом и быстрой потере точности. При покупке у завода-производителя важно уточнять спецификацию используемых компонентов.
Конструктивные особенности и мощность
Габариты станка, мощность двигателей и жесткость станины также влияют на цену. Тяжелые чугунные станины гасят вибрации лучше, чем легкие сварные конструкции, что критично для качества реза толстостенных профилей. Мощность шпинделя определяет возможность работы с твердыми сплавами алюминия и большими диаметрами фрез без перегрузки.
Дополнительные опции, такие как автоматические магазины инструментов, системы удаления стружки, конвейеры подачи заготовок и защитные кожухи с активной вентиляцией, увеличивают итоговую стоимость, но повышают комфорт и безопасность труда.
Сервисная поддержка и гарантия
Цена «под ключ» включает не только стоимость железа, но и услуги по пусконаладке, обучению персонала и гарантийному обслуживанию. Заводы, предлагающие расширенную гарантию и наличие собственного склада запчастей в регионе покупателя, могут иметь чуть более высокие цены, но это страхует предприятие от многомиллионных убытков в случае поломки в разгар сезона.
Сравнительная таблица характеристик оборудования разных классов
Для наглядности рассмотрим различия между базовыми, средними и профессиональными решениями, представленными на рынке. Данные усреднены и отражают текущие технические тенденции.
| Характеристика | Базовый уровень (Полуавтомат) | Средний уровень (Автомат) | Профессиональный уровень (ЧПУ Центр) |
|---|---|---|---|
| Тип управления | Ручная настройка углов и упоров | Цифровая индикация, электропривод углов | Полное ЧПУ, сенсорная панель, память программ |
| Точность реза | ± 0.5 – 1.0 мм | ± 0.2 – 0.3 мм | ± 0.05 – 0.1 мм |
| Производительность | Низкая, зависит от оператора | Средняя, стабильный цикл | Высокая, минимальное время холостого хода |
| Работа с профилем | Стандартные оконные системы | Оконные и легкие фасадные системы | Любые системы, включая тяжелые фасады и сложные узлы |
| Автоматизация подачи СОЖ | Ручная или простая капельная | Автоматическая, регулируемая | Интеллектуальная, зонированная подача |
| Стоимость обслуживания | Низкая, простой ремонт | Средняя, требуется квалификация | Высокая, требуется сертифицированный инженер |
| Ценовой сегмент | Бюджетный | Оптимальный | Премиум |
Выбор конкретного класса оборудования должен базироваться на бизнес-плане предприятия. Для стартапа, ориентированного на частные заказы, может быть достаточно среднего уровня. Для крупных заводов, работающих с тендерами на остекление бизнес-центров, инвестиции в профессиональные центры с ЧПУ являются обязательным условием конкурентоспособности.
Как выбрать надежного поставщика и производителя станков
Покупка промышленного оборудования — это долгосрочная инвестиция. Ошибка в выборе поставщика может привести к простою производства на недели и месяцы. При рассмотрении предложений от заводов-производителей следует руководствоваться четким алгоритмом оценки.
Проверка производственных мощностей
Первое правило: убедитесь, что вы имеете дело именно с заводом, а не с торговым домом, который просто перепродает оборудование под своим брендом. Наличие собственного литейного производства, механообрабатывающих цехов и сборочных линий говорит о серьезности намерений. Заводы-производители могут гибко менять конструкцию станка под конкретные нужды клиента, тогда как трейдеры предлагают только то, что есть в каталоге.
Рекомендуется запросить видео с производства или организовать визит на завод. Обратите внимание на культуру производства, качество сборки узлов и наличие отдела контроля качества (ОТК).
Анализ сервисной политики
Любое оборудование требует обслуживания. Критически важно выяснить:
- Есть ли у поставщика сервисная служба в вашем регионе?
- Каков срок реакции на заявку о неисправности?
- Наличие склада запасных частей (расходников, подшипников, плат управления).
- Предоставляется ли обучение для ваших сотрудников?
Отсутствие локальной сервисной поддержки превращает любую поломку в катастрофу, особенно если для замены детали нужно ждать поставки из-за рубежа несколько недель.
Репутация и референс-лист
Запросите список действующих клиентов, которые эксплуатируют данное оборудование уже более 2-3 лет. Свяжитесь с ними и узнайте о реальном опыте эксплуатации: частоте поломок, точности станков спустя время, качестве технической поддержки. Отзывы реальных пользователей часто дают больше информации, чем маркетинговые брошюры.
Гарантийные обязательства
Внимательно изучите договор гарантии. Что именно покрывается? Распространяется ли гарантия на электронные компоненты, двигатели, станину? Какие действия могут аннулировать гарантию (например, использование неоригинальных расходников)? Прозрачные и подробные гарантийные условия — признак уверенности производителя в своем продукте.
Этапы запуска производства на новом оборудовании
Приобретение станков — это только первый шаг. Для выхода на проектную мощность необходимо грамотно организовать процесс запуска. Ниже приведен пошаговый план действий.
Подготовка помещения
Станки для алюминия чувствительны к условиям эксплуатации. Помещение должно быть отапливаемым (температура не ниже +15°C), сухим и хорошо освещенным. Требуется ровный бетонный пол, способный выдержать вес оборудования (некоторые двухголовые станки весят более 2 тонн). Необходима подводка электроэнергии соответствующей мощности (обычно 380В) и сжатого воздуха (давление 6-8 бар, объем ресивера компрессора должен соответствовать потреблению всех станков линии).
Монтаж и юстировка
Установку станков должны производить квалифицированные специалисты завода-поставщика. Процесс включает распаковку, установку на фундамент, выравнивание по уровню (использование нивелиров обязательно) и подключение коммуникаций. После механического монтажа проводится электрическая коммутация и проверка всех датчиков безопасности.
Пусконаладочные работы (ПНР)
На этом этапе инженеры настраивают параметры работы станков под конкретные профильные системы, которые планирует использовать заказчик. Проверяется точность реза на тестовых образцах, настраиваются скорости подачи, давление прижимов. Проводится пробный распил партии профиля с замером геометрии полученных деталей.
Обучение персонала
Успех работы зависит от оператора. Инженеры поставщика проводят теоретическое и практическое обучение сотрудников заказчика. Персонал учится:
- Безопасной эксплуатации оборудования.
- Вводу программ и настройке режимов работы.
- Проведению ежедневного технического обслуживания (чистка, смазка).
- Диагностике простых неисправностей.
Только после подписания акта приема-передачи и успешной сдачи экзамена операторами оборудование считается введенным в эксплуатацию.
Техническое обслуживание и продление срока службы станков
Регулярное ТО — залог долгой жизни оборудования и сохранения его точности. Игнорирование регламентных работ приводит к ускоренному износу направляющих, люфтам в пилах и выходу из строя дорогостоящих электронных блоков.
Ежедневное обслуживание
Оператор обязан выполнять следующие процедуры в конце каждой смены:
- Очистка станка от алюминиевой стружки и пыли (особенно из зоны пильных дисков и направляющих).
- Проверка уровня масла в ванне охлаждения и при необходимости долив.
- Визуальный осмотр пневматических шлангов на предмет повреждений.
- Проверка остроты пильных дисков (затупленный диск портит торец профиля и перегружает двигатель).
Еженедельное и ежемесячное ТО
Раз в неделю рекомендуется продувать пневмосистему от конденсата, проверять натяжение ремней привода. Ежемесячно проводится смазка линейных направляющих и винтовых пар специальными литиевыми смазками, проверка затяжки крепежных болтов, калибровка углов реза контрольными образцами.
Важно использовать только рекомендованные производителем расходные материалы: качественные пильные диски с твердосплавными напайками, предназначенные именно для алюминия, и правильную эмульсию для охлаждения. Использование воды или некачественных масел может вызвать коррозию внутренних каналов и ухудшить качество поверхности реза.
Часто задаваемые вопросы (FAQ)
Какой минимальный набор станков нужен для открытия цеха?
Для старта минимально необходимого производства алюминиевых окон и дверей потребуется: одна двухголовая распиловочная машина (для основных профилей), один одноголовый станок (для штапиков и мелких деталей), один импостный фрезер и ручной инструмент для сборки (пресс для уголков, дрели). Этот набор позволит выпускать стандартные прямоугольные конструкции.
Можно ли на одних и тех же станках делать и окна, и фасады?
Да, современные универсальные станки позволяют работать с обоими типами профилей. Однако для тяжелых фасадных систем (с большой толщиной стенки и габаритами) предпочтительнее использовать станки с усиленной станиной и пилами большого диаметра (500-550 мм). На легких оконных станках резать мощный фасадный профиль не рекомендуется из-за риска вибраций и быстрого износа оборудования.
Как часто нужно менять пильные диски?
Ресурс пильного диска зависит от объема производства, типа сплава алюминия и наличия абразивных включений в профиле. В среднем, при интенсивной работе диск служит от 6 месяцев до 2 лет. Главным признаком необходимости заточки или замены является появление сколов на кромке реза, увеличение усилия подачи и изменение звука работы двигателя. Регулярная профессиональная заточка может продлить жизнь диску в 2-3 раза.
Насколько сложно освоить работу на станке с ЧПУ?
Современные интерфейсы ЧПУ разработаны интуитивно понятными. Базовое обучение оператора занимает от 2 до 5 дней. Основная сложность заключается не в нажатии кнопок, а в понимании технологии обработки профиля и чтении чертежей. При наличии мотивации и качественного обучения от поставщика, персонал быстро выходит на полную производительность.
Влияет ли температура в цехе на точность станка?
Да, алюминий имеет высокий коэффициент теплового расширения. Резкие перепады температур в цехе могут приводить к изменению геометрических размеров профиля и самого станка (металлической станины). Для обеспечения высокой точности (особенно при работе с крупногабаритными изделиями) необходимо поддерживать стабильную температуру в помещении в пределах +/- 2-3 градусов.
Заключение: Инвестиции в будущее вашего бизнеса
Выбор правильного оборудования — это стратегическое решение, определяющее потенциал развития компании на годы вперед. Станки для производства алюминиевых окон и дверей, приобретенные напрямую у завода-производителя, становятся надежным фундаментом для бизнеса. Они обеспечивают не только текущую прибыль за счет высокой производительности и низкого процента брака, но и создают задел для будущего расширения.
Рынок строительных материалов не стоит на месте. Требования к энергоэффективности, дизайну и срокам изготовления ужесточаются. Только обладая современным, точным и надежным парком оборудования, предприятие сможет оперативно реагировать на запросы клиентов, воплощать в жизнь самые смелые архитектурные проекты и удерживать лидирующие позиции в конкурентной борьбе. Опыт таких компаний, как ООО «Сяньян Хунгуан Двери и Окна», доказывает, что сочетание многолетней экспертизы, постоянного обновления парка станков и ориентации на потребности клиента позволяет создавать продукты высшего качества, отвечающие самым строгим международным стандартам.
Не экономьте на качестве оборудования. Дешевые аналоги часто оборачиваются скрытыми расходами на ремонт, брак и простой. Инвестиции в проверенные решения от ответственного производителя окупаются стабильностью производства, репутацией надежного партнера и удовлетворенностью клиентов качеством готовых изделий. Сделайте правильный выбор сегодня, чтобы завтра ваше производство работало как швейцарские часы.