+86-18710838191





Сборка алюминиевых окон и дверей: Надежный завод-производитель (OEM)
2026-05-06
содержание
- Что такое профессиональная сборка алюминиевых окон и дверей в условиях современного производства
- Технологический процесс: этапы сборки на заводе-производителе
- Холодный против Теплого: Сравнительный анализ технологий сборки
- Критерии выбора надежного завода-производителя (OEM партнерство)
- Экономические аспекты: ценообразование и факторы стоимости
- Тренды 2026 года: Будущее алюминиевого остекления
- Часто задаваемые вопросы (FAQ)
- Заключение: Почему выбор партнера определяет успех проекта
Сборка алюминиевых окон и дверей — это высокотехнологичный производственный процесс, объединяющий прецизионную обработку профилей, монтаж фурнитуры и установку стеклопакетов для создания долговечных светопрозрачных конструкций. Для бизнеса выбор надежного завода-производителя (OEM) критически важен: он гарантирует соблюдение геометрии, энергоэффективность и соответствие ГОСТ/Евростандартам, обеспечивая минимизацию рекламаций и высокую маржинальность конечного продукта.
Что такое профессиональная сборка алюминиевых окон и дверей в условиях современного производства
Алюминиевые конструкции сегодня являются стандартом де-факто для коммерческой недвижимости, высотного строительства и премиального частного сектора. Однако качество готового изделия на 80% зависит не от сырья, а от того, как организована сборка алюминиевых окон и дверей. В отличие кустарных мастерских, современный завод-производитель использует автоматизированные линии, где человеческий фактор сведен к минимуму на этапах резки и фрезеровки.
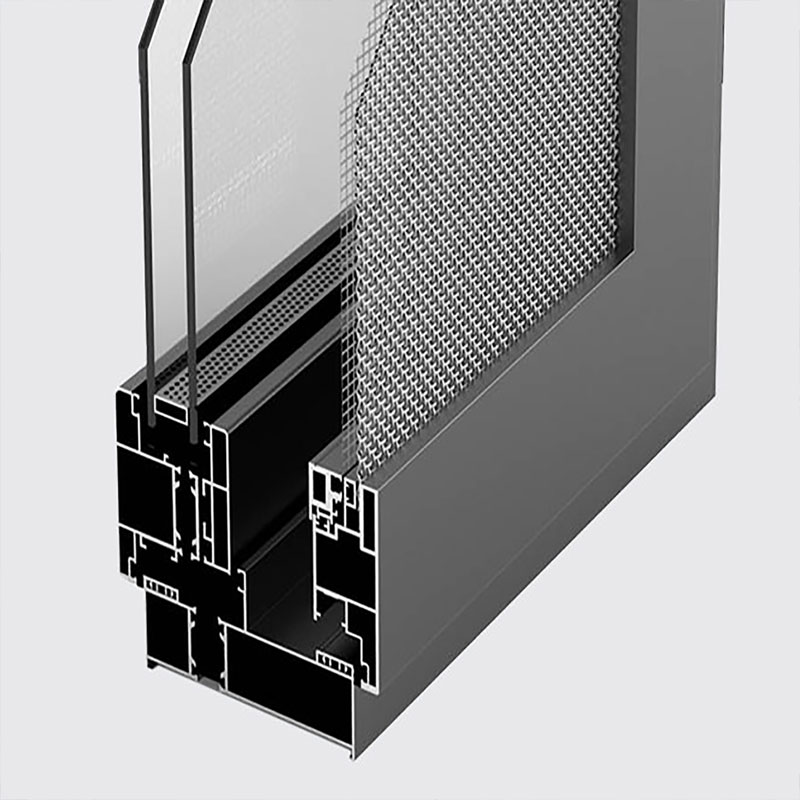
Процесс сборки на уровне OEM (Original Equipment Manufacturer) подразумевает полный цикл трансформации алюминиевого профиля в готовое изделие. Это включает в себя не просто механическое соединение углов, но и комплексную подготовку: термоизоляцию, установку уплотнительных контуров, врезку сложной фурнитурной обвязки и остекление с соблюдением климатических зазоров. Именно такой подход позволяет продукту выдерживать экстремальные ветровые нагрузки, перепады температур от -60°C до +80°C и интенсивную эксплуатацию в течение десятилетий.
Для заказчиков, ищущих партнера для производства под собственной торговой маркой, ключевым аспектом становится технологическая дисциплина завода. Надежный производитель обеспечивает повторяемость качества: каждое окно или дверь, собранные сегодня, будут идентичны по характеристикам изделиям, выпущенным через год. Это достигается за счет калиброванного оборудования и строгого входного контроля компонентов.
Технологический процесс: этапы сборки на заводе-производителе
Качественная сборка алюминиевых окон и дверей невозможна без соблюдения строгой последовательности операций. На современном предприятии этот процесс разделен на несколько изолированных участков, что предотвращает перекрестное загрязнение и ошибки. Рассмотрим детально каждый этап, который проходит изделие от склада сырья до отгрузки клиенту.
1. Входной контроль и подготовка профиля
Первый этап начинается еще до запуска станков. Инженеры ОТК проверяют партии алюминиевого профиля на соответствие заявленным механическим свойствам и качеству покрытия (анодирование, порошковая покраска или ламинация). Даже микроскопические дефекты поверхности могут привести к браку готового изделия, поэтому на этом этапе используется ультразвуковая дефектоскопия и визуальный контроль при специальном освещении.
Профиль поступает на участок раскроя. Здесь используются двуголовые автоматические пилы с ЧПУ, которые обеспечивают угол реза с точностью до 0,1 градуса. Ошибка в угле стыковки даже на полградуса может привести к негерметичности угла и продуванию конструкции в будущем. Современные станки автоматически оптимизируют карту раскроя, минимизируя отходы металла, что напрямую влияет на себестоимость продукции для заказчика OEM.
2. Фрезерование и механическая обработка
После распила заготовки направляются на фрезерные центры. Здесь выполняются отверстия под фурнитуру, дренажные пазы для отвода конденсата и технические вырезы под импосты. Ключевая особенность заводской сборки — использование многошпиндельных станков, которые обрабатывают деталь со всех сторон за один установ. Это исключает накопление погрешностей при перестановке детали.
Особое внимание уделяется обработке терморазрыва. В «теплых» алюминиевых системах профиль состоит из двух алюминиевых частей, соединенных полиамидной вставкой. При фрезеровании важно не повредить этот полимерный мост, так как он несет основную нагрузку на разрыв и обеспечивает теплоизоляцию. Автоматизированные системы контролируют глубину фрезерования в реальном времени.
3. Сборка каркаса и угловые соединения
Это центральный этап, определяющий жесткость конструкции. Сборка алюминиевых окон и дверей может осуществляться двумя основными методами: механическим (на уголках) и комбинированным (уголок + инжекция клея или двойная прокатка). Заводы высокого уровня преимущественно используют метод двойной прокатки (roll-in) в сочетании с клеевым соединением.
Процесс выглядит следующим образом:
- Внутрь профиля вкладывается металлический уголок с нанесенным двухкомпонентным клеем.
- Рама помещается в углообжимной пресс, который с усилием в несколько тонн сводит элементы вместе.
- Излишки клея выдавливаются внутрь профиля, создавая монолитное соединение, которое по прочности превосходит сам алюминий.
- Дополнительно производится механическая прокатка угла для фиксации геометрии до полного высыхания клея.
Такой подход гарантирует абсолютную герметичность угла и отсутствие мостиков холода. В отличие от простого механического соединения, клеевое не ослабевает со временем от вибраций и температурных расширений.
4. Монтаж фурнитуры и уплотнителей
Установка фурнитуры требует ювелирной точности. Неправильно выставленный механизм приведет к провисанию створки, трудностям при открывании и быстрому износу деталей. На конвейере используются шаблоны и позиционеры, которые позволяют монтажнику устанавливать ручки, замки и петли за считанные секунды с гарантированной точностью.
Уплотнители из EPDM-каучука устанавливаются непрерывной лентой без разрывов в углах. Для этого углы уплотнителя вулканизируются (склеиваются) специальными аппаратами или используются цельнолитые угловые элементы. Разрыв уплотнителя — это прямая дорога для пыли, воды и шума внутрь помещения, поэтому на качественном производстве этот момент контролируется особо строго.
5. Остекление и финишная сборка
Заключительный этап — установка стеклопакета. Вес стеклопакета в больших дверных конструкциях может достигать сотен килограммов, поэтому используются вакуумные подъемники. Стеклопакет укладывается на дистанционные рамки (дистанционеры), которые формируют воздушную камеру. Важно использовать правильные подкладки (фальцевые вкладыши), чтобы распределить вес стекла равномерно и не допустить перекоса рамы.
Фиксация стеклопакета осуществляется штапиками. В современных системах штапики защелкиваются или прикручиваются скрытым крепежом, обеспечивая эстетичный вид. После установки проводится регулировка фурнитуры: мастер проверяет прижим створки по всему периметру, используя специальный лист бумаги или толщиномер. Только после прохождения финального контроля изделие упаковывается в защитную пленку и отправляется на склад готовой продукции.
Холодный против Теплого: Сравнительный анализ технологий сборки
При заказе продукции у завода-производителя клиент часто сталкивается с выбором между «холодным» и «теплым» алюминием. Понимание различий в технологии их сборки необходимо для правильного выбора под конкретные задачи объекта.
| Параметр сравнения | Холодный алюминий (Серия Light) | Теплый алюминий (Серия Thermo) |
|---|---|---|
| Конструкция профиля | Однокамерный профиль без терморазрыва. Цельный кусок алюминия. | Многокамерный профиль с полиамидной вставкой (термомостом), разделяющей внутренний и внешний контуры. |
| Коэффициент теплопередачи (Uw) | Высокий (плохая изоляция). Обычно 5.0–6.0 Вт/м²·°C. | Низкий (высокая изоляция). Может достигать 0.8–1.2 Вт/м²·°C с энергосберегающими стеклами. |
| Область применения | Внутренние перегородки, зимние сады (неотапливаемые), витрины магазинов, балконные блоки. | Наружные окна и двери жилых домов, офисов, входные группы в здания с постоянным отоплением. |
| Особенности сборки | Упрощенная схема. Часто используется механическое соединение уголков. Меньшее количество уплотнительных контуров (обычно 1-2). | Сложная сборка. Обязательная склейка углов, установка 2-3 контуров уплотнения, тщательная изоляция зоны терморазрыва. |
| Стоимость производства | Ниже за счет меньшего расхода металла и упрощенной фурнитуры. | Выше из-за сложности профиля, дорогой фурнитуры и трудоемкости процесса сборки. |
Сборка алюминиевых окон и дверей теплого типа требует более высокой квалификации персонала и наличия дорогостоящего оборудования для работы с термовставками. При неправильной сборке теплого профиля возможно образование конденсата внутри профиля («точка росы» смещается внутрь конструкции), что ведет к коррозии и разрушению изделия. Поэтому для фасадного остекления жилых зданий критически важно выбирать завод, специализирующийся именно на теплых системах.
Холодные системы, несмотря на простоту, также имеют свои нюансы. Главная задача при их сборке — обеспечить максимальную герметичность от ветра и влаги, так как они часто используются в качестве первой линии обороны (витрины первого этажа). Здесь важна точность прилегания створок и качество щеточных уплотнителей.
Критерии выбора надежного завода-производителя (OEM партнерство)
Рынок переполнен предложениями от мелких цехов и крупных заводов. Для девелоперов, архитектурных бюро и дилеров выбор партнера определяет репутацию их собственного бренда. На что следует обращать внимание при аудите потенциального производителя?
Техническое оснащение и автоматизация
Первое, что нужно запросить — видеоэкскурсию или личный визит в цех. Наличие станков с ЧПУ (числовым программным управлением) от ведущих европейских или передовых азиатских производителей является обязательным условием для объемных заказов. Ручная пила и дрель не могут обеспечить ту скорость и точность, которые требуются при строительстве многоквартирных комплексов или бизнес-центров.
Автоматизация снижает процент брака до менее 1%. Если завод гордится тем, что у них «работают мастера с 30-летним стажем», но при этом отсутствует автоматическая линия угловой сборки — это сигнал о рисках масштабирования. Человеческий фактор неизбежно приводит к разбросу качества при больших партиях.
Система контроля качества (QC)
Надежный завод имеет выделенную службу ОТК, независимую от производственного отдела. Процесс контроля должен включать:
- Входной контроль сырья (сертификаты на профиль, фурнитуру, стекло).
- Операционный контроль на каждом этапе (проверка углов реза, силы обжима).
- Приемо-сдаточные испытания готовых изделий (проверка геометрии, усилия открывания, визуальный осмотр).
- Периодические лабораторные тесты на воздухо- и водопроницаемость, звукоизоляцию.
Попросите предоставить образцы протоколов испытаний. Отсутствие документации или формальный подход к ней свидетельствует о низком уровне культуры производства.
Гибкость и возможности кастомизации
Современные архитектурные проекты часто требуют нестандартных решений: окна необычных форм, большие подъемно-раздвижные порталы, скрытые створки, интеграция умного дома. Завод должен обладать инженерным бюро, способным рассчитать и адаптировать технологию сборки под уникальные задачи, а не предлагать только каталожные решения.
Возможность работы по давальческому сырью или, наоборот, предоставление полного цикла закупок комплектующих — важный фактор для оптимизации логистики заказчика. Крупные игроки рынка обычно предлагают полную комплектацию «под ключ», беря на себя ответственность за совместимость всех компонентов системы.
Логистика и упаковка
Даже идеально собранное окно можно испортить при транспортировке. Профессиональная сборка алюминиевых окон и дверей заканчивается правильной упаковкой. Углы должны быть защищены жесткими накладками, поверхность — обернута в паропроницаемую пленку, а стекло — маркировано предупреждающими знаками. Завод должен иметь собственный парк транспорта или проверенных логистических партнеров, специализирующихся на перевозке стекла и конструкций.
Экономические аспекты: ценообразование и факторы стоимости
Цена готового изделия формируется из множества составляющих. Понимание структуры затрат помогает заказчику обоснованно вести переговоры и избегать демпинговых предложений, которые всегда скрывают компромиссы в качестве.
Основные компоненты стоимости:
- Алюминиевый профиль (30-40% цены): Зависит от биржевой стоимости металла, сложности экструзии (количество камер, форма) и типа покрытия. Порошковая покраска в цвета RAL дороже анодирования в массовых цветах, но дешевле индивидуальных оттенков.
- Фурнитура (15-25% цены): Качественная немецкая или австрийская фурнитура стоит дороже китайских аналогов, но обеспечивает 10-15 лет бесперебойной работы против 3-5 лет у бюджетных вариантов. Экономия здесь недопустима, так как замена фурнитуры в уже установленном окне крайне трудоемка.
- Стеклопакет (20-30% цены): Стоимость растет с увеличением количества камер, применением закаленного стекла, триплекса, энергосберегающих покрытий (i-стекло, k-стекло) и заполнением аргоном.
- Трудозатраты и амортизация (15-20%): Включает зарплату квалифицированных сборщиков, обслуживание дорогостоящего оборудования и энергопотребление цеха.
Важно отметить, что стоимость владения окном не равна его закупочной цене. Дешевое окно, собранное с нарушениями технологии, начнет терять тепло, пропускать шум и требовать регулировки уже через год. Совокупные затраты на ремонт, дополнительное отопление и замену изделия многократно превысят первоначальную экономию. Поэтому инвестиция в качественную заводскую сборку окупается в среднесрочной перспективе.
Для оптовых заказчиков и партнеров по модели OEM заводы предлагают гибкую систему скидок, зависящую от объема партии и регулярности заказов. Долгосрочный контракт позволяет производителю планировать загрузку линий и закупать сырье по оптимальным ценам, передавая часть выгоды клиенту.
Тренды 2026 года: Будущее алюминиевого остекления
Индустрия светопрозрачных конструкций динамично развивается. То, что было инновацией вчера, сегодня становится стандартом. Что ожидает рынок в ближайшем будущем и как это повлияет на процесс сборки?
Энергоэффективность и «Зеленые» стандарты
Глобальный тренд на снижение углеродного следа зданий диктует новые требования к окнам. В 2026 году актуальными станут конструкции с коэффициентом теплопередачи Uw ниже 0.8 Вт/м²·°C без использования дополнительных накладок. Это достигается за счет:
- Увеличения ширины терморазрыва в профиле до 40-50 мм.
- Применения многокамерных стеклопакетов с криптоном или вакуумных стекол.
- Использования «теплых» дистанционных рамок из композитных материалов вместо алюминия.
Заводы-производители уже сейчас модернизируют линии под работу с такими сложными системами, требуя повышенной точности сборки.
Цифровизация и Индустрия 4.0
Процесс сборки алюминиевых окон и дверей становится полностью цифровым. От проектирования в BIM-среде до управления станками — единая цепочка данных. Каждое изделие получает цифровой паспорт (QR-код), содержащий информацию о всех использованных компонентах, параметрах настройки фурнитуры и дате сборки. Это упрощает сервисное обслуживание и отслеживание жизненного цикла продукта.
Роботизированные манипуляторы начинают заменять людей на тяжелых операциях: подаче длинномеров, навеске тяжелых створок, упаковке. Это повышает безопасность труда и стабильность качества.
Дизайн и минимализм
Архитекторы стремятся к максимальной площади остекления и минимальной видимости рам. Популярность набирают системы со скрытыми створками (hidden sash), где алюминиевый профиль не виден снаружи, а только стекло. Сборка таких систем требует высочайшей культуры производства, так как любые огрехи становятся заметны. Также растет спрос на крупноформатные раздвижные системы (лифт-порталы) с весом створки до 400 кг, что требует специальных усиленных узлов сборки и монтажа.
Часто задаваемые вопросы (FAQ)
В чем главное преимущество заводской сборки перед изготовлением на объекте?
Заводская сборка осуществляется в контролируемых условиях: постоянная температура, влажность, отсутствие пыли и ветра. Это позволяет использовать клеи и герметики, которые требуют специфических условий полимеризации. На объекте невозможно добиться такой же точности геометрии и чистоты, что неизбежно ведет к снижению эксплуатационных характеристик окна.
Какой срок службы у правильно собранных алюминиевых окон?
При соблюдении технологии сборки и использовании качественных комплектующих срок службы алюминиевых конструкций составляет 40-50 лет и более. Алюминий не подвержен коррозии (благодаря оксидной пленке или покрытию), не рассыхается и не деформируется со временем. Единственным элементом, требующим периодической замены или обслуживания, является фурнитура и уплотнители (ресурс 15-20 лет).
Можно ли заказать окна нестандартных размеров у завода-производителя?
Да, одним из ключевых преимуществ алюминиевых систем является их высокая адаптивность. Заводы могут изготавливать конструкции практически любых форм и размеров: от миниатюрных фрамуг до панорамных стен высотой в несколько этажей. Ограничения накладывает только несущая способность профиля и логистические возможности транспортировки.
Как проверяется герметичность собранных окон?
На серийном производстве выборочно проводятся тесты на воздухо- и водопроницаемость в специальных камерах, имитирующих ураганный ветер и ливень. В рамках текущего контроля каждая единица продукции проверяется визуально и тактильно: мастер оценивает плотность прилегания уплотнителей, плавность хода фурнитуры и отсутствие зазоров.
Что входит в понятие «шеф-монтаж» от завода?
Шеф-монтаж — это услуга, при которой представитель завода выезжает на объект заказчика для контроля правильности установки изделий, собранных на производстве. Он проверяет качество монтажных швов, выравнивание конструкций и дает рекомендации по устранению нарушений. Это важно, так как даже идеальное окно можно испортить неправильным монтажом.
Заключение: Почему выбор партнера определяет успех проекта
Сборка алюминиевых окон и дверей — это не просто ремесло, а сложный инженерный процесс, требующий высоких технологий, дисциплины и опыта. В условиях растущей конкуренции и ужесточения требований к энергоэффективности зданий, роль завода-производителя становится стратегической.
Выбирая надежного партнера для работы по модели OEM, вы получаете не просто металлические конструкции, а гарантию качества, подтвержденную сертификатами и многолетней практикой. Вы передаете риски производства профессионалам, фокусируясь на развитии своего бизнеса и удовлетворенности ваших клиентов.
Современный завод — это экосистема, где передовое оборудование встречается с квалификацией инженеров. Инвестиции в сотрудничество с таким предприятием — это вклад в долговечность объектов, репутацию бренда и спокойствие за результат. Не экономьте на качестве сборки, ведь окна и двери — это глаза и лицо вашего здания, которые будут служить десятилетиями.
Если вы планируете реализацию крупного строительного проекта или ищете постоянного поставщика качественных алюминиевых конструкций, обратите внимание на наличие у производителя собственной испытательной лаборатории, парка ЧПУ-станков и портфолио реализованных объектов схожего масштаба. Эти факторы станут лучшим индикатором способности завода выполнить ваши требования в полном объеме и в срок.